INTERNAL HEAT RE - ACTIVATED (HEATED) TYPE AIR DRYER



Heat Reactivated dryers are used when one needs compressed air of very low Dew point of (-) 60˚C or (-) 80˚C. In this design, the desiccant is regenerated at higher temperature, along with small quantity of Dry air purge. Due to purging with Dry air and thermal regeneration, residual moisture loading on desiccant becomes low and this gives very low Dew points.
Characteristics
Operating Principle
The Drying unit has 2-vessels filled with Activated Alumina or Molecular sieves desiccant. One vessel remains in drying cycle for 4 hours, while other vessel is simultaneously regenerated at atmospheric pressure. Around 3% flow of dryer capacity is used as purge for regeneration. Electrical heaters are provided in a central finned Stainless steel pipe in both drying vessels. Heating cycle is for 2 hours and in this time hot purge air increases desiccant temperature to around 100˚C. At this temperature regeneration is complete (due to dry air purge). Dew point achieved is around (-) 40˚C. If still lower Dew point is required, air purging rate is slightly increased to 5% for (-) 60˚C and to 7.5% for (-) 80˚C Dew point requirements.
Process Diagram for Heated Type Air Dryer
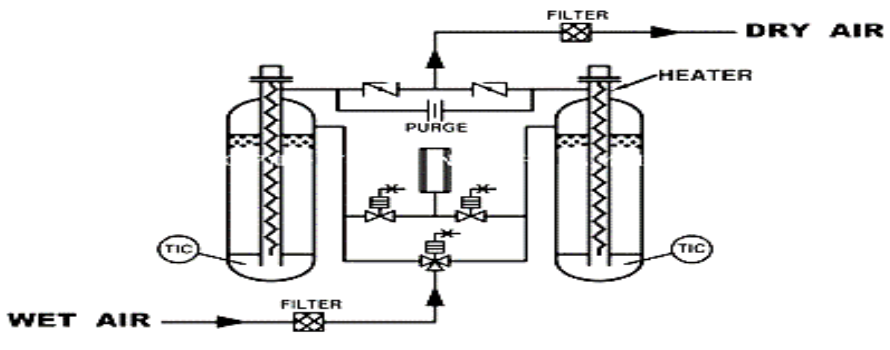
Filters
A Pre-filter with automatic drain valve is provided to remove any physical moisture from compressed air before entering Air dryer. A Micronics filter is also provided in the Dryer outlet to arrest any desiccant dust particles, up to 1 micron size. Thus, you get absolutely “Clean & dry compressed air”.


